

 当前位置:
当前位置:

 热门推荐
热门推荐




联系电话:18232307999
办公地址:河北省张家口经济技术开发区沈家屯镇许家庄村供电所北侧院内1排6号

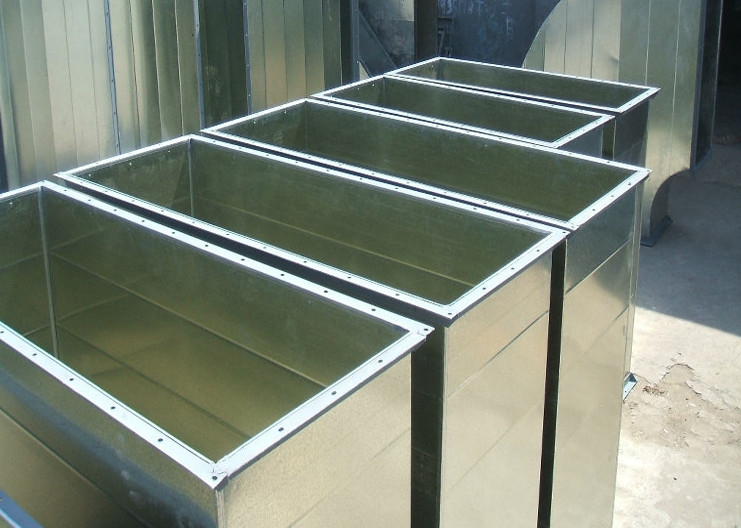
对于风管的加工,今天主要介绍两个方面,即薄钢矩形风管的制造要求和薄圆形风管的制造要求。通过这两部分的介绍,读者可以对风管的加工制造有一个大概的了解,从而更好的知道如何制作,从而达到要求。
1.薄钢矩形风管的制造要求
(1)当周长的边缘小于板的宽度时,只需一口即可连接;当板的宽度小于周长但大于周长的1/2时,可以使用两个角咬口;周长大的时候可以用四个角咬。
(2)矩形风管的纵向封闭接头应留在转角处,以增加强度。
(3)下料咬口时,可手动或机械折叠。手动折方时,应先画线放在平台上,使折叠线与槽钢对齐,然后将板材压成正90度,再用方尺修剪棱角,注意板材的平整度。
(4)矩形风管边长大于或等于630mm,截面长度大于1m时,应进行加固。
(5)铆接风管法兰时,法兰与风管的两个接触面应涂防腐剂。风管干燥时,法兰应套在风管上,管端突出8-10 mm,放在平台上校正。四个角应放置平稳。只有在法兰平面与垂直于风管中心线的方尺对齐后,才能进行铆接。
(6)矩形风管翻边部分的纵向咬缝应切掉三层,只留一层翻边,以免影响风管的密封性。
(7)焊接风管时,应先点焊,再焊接。点焊距离要为60-80毫米。法兰连接时应采用焊接,管端应伸入法兰平面5毫米,内外两侧应焊接。

2.薄圆形风管的制造要求
(1)轧制可采用手工轧制和机械轧制。接缝应错开。拼接板纵横咬合时,咬合端应以斜角切出,防止咬合处出现凸块。
(2)风管直径小于800mm时,可采用风管末端单咬边连接的方法,直接后采用点焊加固,间距100-120 mm,不少于4处。
(3)焊接前,应将风管修圆,清理对接处的油污和杂物。不应有裂纹、气孔、夹渣等。焊接后,管道应再次变圆。
(4)安装法兰时,端部在穿上之前不应卡死,角钢法兰的翻边量不应小于8毫米。
(5)法兰铆接或点焊固定时,如果与构件连接,固定前应先固定螺孔的方位。
联系电话:18232307999
办公地址:河北省张家口经济技术开发区沈家屯镇许家庄村供电所北侧院内1排6号



